
- Shandong Microwave Machinery Co.,Ltd.
- To be the Leader of microwave drying and edible oil refining equipments Manufacturer
Home> Company News> Wood microwave drying process
- AddressNo. 225, Huangqiao Village, Beiyuan, Tianqiao District, Jinan, Shandong, China
- Factory AddressNo. 225, Huangqiao Village, Beiyuan, Tianqiao District, Jinan, Shandong, China
- Phone(Working Time)+86 0531 85064681
- Phone(Nonworking Time)0086-15020017267
- Fax+ 86 0531 85064682
Wood microwave drying process
2018-10-22 09:59:36The initial quality and temperature of wood were measured. The wood was heated in microwave ovens in groups. Different microwave power and intermittent heating time were set. Different stacking methods were set up to simulate the production. After the time, the heating was stopped and the temperature and quality were measured immediately. Finally, put the test piece into the electric hot air box and bake it at 103 degrees to dry. The relationship between temperature, moisture content, drying rate and time, the relationship between temperature and location in wood body, the formation and change of positive heat source, the critical drying temperature of each stage were determined, and finally a set of microwave drying equipment technology under temperature control was summarized, that is, wood quality could be guaranteed.
It also has higher drying efficiency.
3 results and analysis
3.1 the inhomogeneity and efficiency of microwave field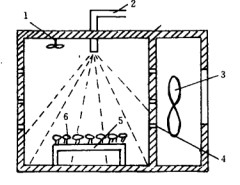
The distribution of field intensity in the WXD4S-24 microwave product heating box of Sanle is not completely uniform. The 4, 5 and 6 positions of each layer are the most uniform. The microwave source is located directly above, and the nearest to the microwave source is the third layer. The average field intensity is the strongest, the second layer is the weakest, and the first layer is the weakest. The strongest position in the box is in the 1 and 8 positions on the 3 floor, the weakest in the 1 and 7, 8 positions. The maximum non-uniformity of field strength is 42.2, and the maximum non-uniformity of power is 98.1. The heating efficiency of microwave is 42.9. Therefore, the uniformity and utilization ratio of microwave energy are the best when the material is placed with a high cushion and centered to the right.
Haier MF-2480 EGS (N) rotating wave microwave products because of the small size of the oven chamber, the distribution of electric field strength is not measured. In the experiment, the barbecue grill is used as support, placed in the center. The microwave heating efficiency of the product is 76.7.
Relationship between moisture content distribution of 3.2 thick wood and temperature distribution and change
Intermittent drying of 300 mm 65507 The direction of temperature gradient is gradually opposite, and more and more obvious.
In the process of microwave drying wood, the temperature gradient from inside to outside, i.e. positive heat source, can be formed in the acceleration zone. Moisture content is an internal factor and ventilation is an external factor. It has nothing to do with the uniformity of moisture content and has nothing to do with the power of microwave. The temperature gradient may disappear temporarily without ventilation and airtight, but it will soon be formed. As the intermittent drying proceeds, the moisture content inside the wood decreases gradually and the temperature inside the wood becomes higher and higher, and the difference between the moisture content inside the wood and the surface temperature becomes larger and larger. In order to prevent the carbonization inside the wood at the end of drying or to prevent the quality from being affected by high temperature, the microwave irradiation time should be reduced, the intermittent time should be increased, and the drying rate and the temperature of the wood will be better. Control
3.3 the objectivity of the existence of "positive heat source" and the necessity of determining the critical drying temperature.
3.3.1 The objective existence of "positive heat source" leads to "temperature runaway" in the end of drying wood is a high molecular polymer, water molecules and wood high and low molecules will absorb microwave, because of the different molecular weight, water molecules on the microwave absorption is matched absorption, wood high and low molecular absorption of microwave is not matched absorption, so, water The utilization ratio of molecules to microwave power is high, and the utilization rate of wood fiber molecules to microwave power is low. At the beginning of microwave drying, due to the strong penetration of microwave, the whole object will soon be heated at the same time, and the temperature is uniform, which is known as the "body heat source". As a result of communication
The heat on the surface of the wind-blown wood is dissipated, and the heat is accumulated and the temperature rises. The steam pressure gradient and the temperature gradient from the inside to the outside are formed at the same time, so the "body heat source" is formed.
Converted to "positive heat source", as long as the ventilation condition is good, "positive heat source".
It will always exist. At the end of drying, for 50-80 mm thick wood, when the inner layer temperature rises to 130 C and the surface temperature reaches 100 C, it is necessary to stop releasing microwave, reduce the temperature by about 10 C and reheat, because although the moisture content in the center of the wood is very low, the microwave absorption power of the wood seems to decrease. A small amount of oil and other extractive substances will continue to heat up at high temperature and generate thermal radiation. If the chemical composition inside the wood is not considered, it is believed that when the water is gone, the heat will be lost, and the microwave will continue to be released, and the temperature inside the wood will probably continue to rise to more than 300 degrees Celsius, spontaneous combustion and carbonization.
Under the action of microwave, the temperature distribution along the radial direction (thickness direction) is an important basis for drying process. The temperature changes of three pieces of thick wood during the whole drying process were measured in a 4 kW Sanle WXD4S-24 microwave heating box. The temperature distributions of the three pieces of wood at a certain time after the formation of positive heat source were shown. From bottom to top, the first piece of thick wood (wood 1) was 300 mm 64 mm 65 Data measured at fifth min. The second is the data of 190mm
The measured data, 3 curves, X=0, D theta 0, the temperature is the highest, and the heat diffuses outward. Once the temperature gradient from inside to outside is formed, the direction of heat diffusion, pressure diffusion and moisture diffusion is the same, and the driving force from inside to outside is formed. The drying rate is significantly increased. At this time, attention should be paid to the control of the drying rate, not to pursue the drying rate and water evaporation efficiency unilaterally and neglect the control of temperature, but to prevent the center temperature from rising too high. It is very important to discuss drying efficiency and production efficiency only under safe conditions.
 High efficiency food beverage factory stone paper production line
High efficiency food beverage factory stone paper production line Factory price Fully automatic Machine PP/PS Plastic Sheet Production Line
Factory price Fully automatic Machine PP/PS Plastic Sheet Production Line used deformered bar rolling mill production line
used deformered bar rolling mill production line Manufacturing plant automatic factory puffed sticky rice cracker production line
Manufacturing plant automatic factory puffed sticky rice cracker production line Production Line Pp Ppr Plastic Pipe Making Machine 20-63mm Multi-layer Extrusion Production Line For Water Supply
Production Line Pp Ppr Plastic Pipe Making Machine 20-63mm Multi-layer Extrusion Production Line For Water Supply